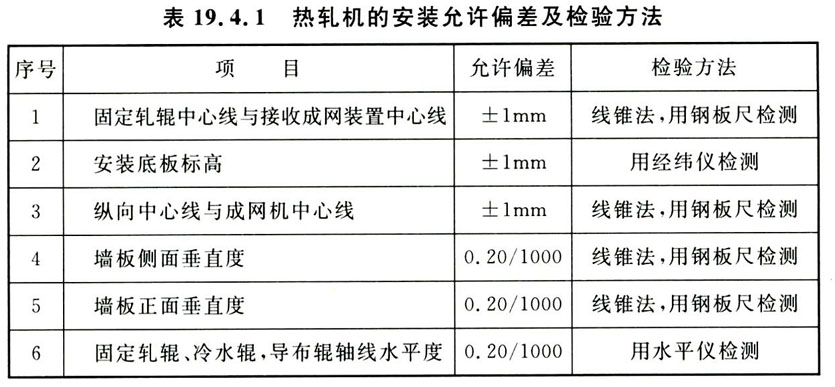
19.4.1 热轧机的安装允许偏差及检验方法应符合表19.4.1的规定。
19.4.2 热轧机安装调整到位后,应对地脚螺栓进行紧固。 19.4.3 轧辊及冷却辊等转动部件转动应灵活,并应无卡滞、异常声响等现象。 19.4.4 导热油、液压油及冷水循环管路等静密封处不得泄漏,动密封件应有防泄漏措施。 19.4.5 纤网喂入端上方应设置安全护栏及急停线装置,急停保护、低液压保护、缺油保护等各保护点功能,应调整到位、反应可靠。 19.4.6 导热油炉加热升温过程中应排气。 19.4.7 轧辊挠度补偿应可靠,闭合工作时全幅宽方向线压力应均匀一致。 条文说明
19.4.6 热轧机表面温度控制精度高,轧辗表面温差一般不大于1℃。为此,对采用导热油为介质的热轧机规定了油路加热前排气的要求。 19.4.7 热轧机的挠度补偿形式有多种,如交叉调节、外加弯矩调节等,本条规定了通用的要求。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.