Ⅰ 主控项目
7.2.1 钢材切割面或剪切面应无裂纹、夹渣、毛刺和分层。检查数量:全数检查。 检验方法:观察或用放大镜,有疑义时应进行渗透、磁粉或超声波探伤检查。
Ⅱ 一般项目
7.2.2 气割的允许偏差应符合表7.2.2的规定。检查数量:按切割面数抽查10%,且不应少于3个。 检验方法:观察检查或用钢尺、塞尺检查。
表7.2.2 气割的允许偏差(mm)
注:t为切割面厚度。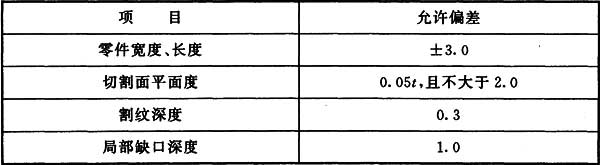 7.2.3 机械剪切的允许偏差应符合表7.2.3的规定。机械剪切的零件厚度不宜大于12.0mm,剪切面应平整。碳素结构钢在环境温度低于-16℃,低合金结构钢在环境温度低于-12℃时,不得进行剪切、冲孔。 检查数量:按切割面数抽查10%,且不应少于3个。 检验方法:观察检查或用钢尺、塞尺检查。
表7.2.3 机械剪切的允许偏差(mm)
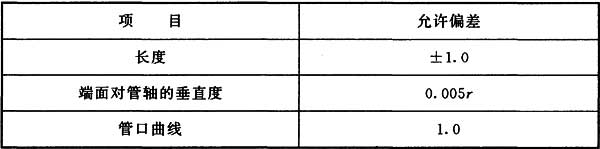
7.2.4 用于相贯连接的钢管杆件宜采用管子车床或数控相贯线切割机下料,钢管杆件加工的允许偏差应符合表7.2.4的规定。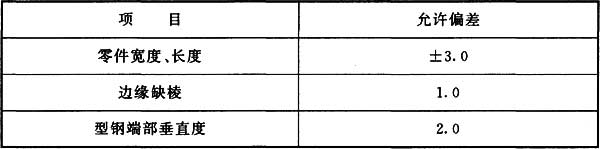 检查数量:按杆件数抽查10%,且不应少于3个。 检验方法:观察检查或用钢尺、塞尺检查。
表7.2.4 钢管杆件加工的允许偏差(mm)
注:r为钢管半径。
 条文说明
Ⅰ 主控项目
7.2.1 钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。这些缺陷在气割后都能较明显地暴露出来,一般观察(用放大镜)检查即可,但有特殊要求的气割面或剪切时则不然,除观察外,必要时应采用渗透、磁粉或超声波探伤检查。
Ⅱ 一般项目
7.2.2 切割中气割的允许偏差值是根据热切割的专业标准,并结合有关截面尺寸及缺口深度的限制提出的。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.




