4.1.1 工艺设计应符合下列规定: 1 应确保生产效率和产品质量; 2 应预防和减少职业病危害因素对劳动者健康的损害和影响,降低工人劳动强度; 3 应具有灵活性和适应性; 4 应有利于降低工程造价和运行费用。 4.1.2 工艺设计中所确定的生产空间及其布置、生产环境参数和动力供应要求应满足工艺生产的要求,并应为生产技术的升级改造预留必要的条件。 4.1.3 与生产工艺直接相关的生产部门宜采用连续运转的生产组织方式,其他辅助生产部门的工作班次可根据生产需要确定。 条文说明
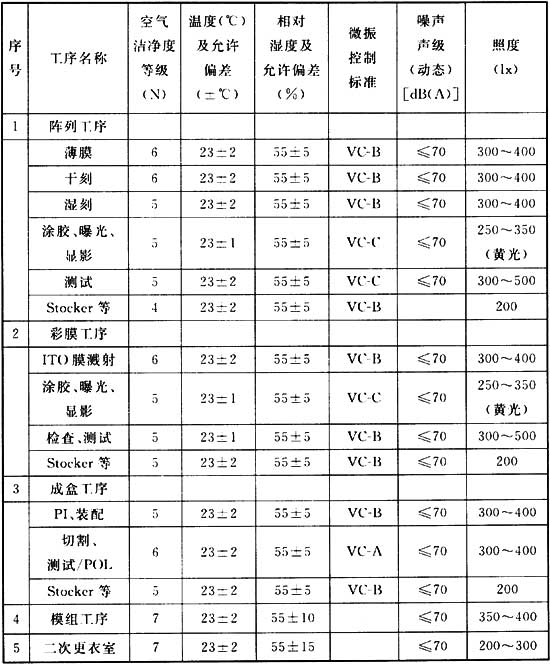
4.1.1 薄膜晶体管液晶显示器工厂通常投资巨大、建设周期长,且该产品市场和工艺技术发展迅速,常常需要对生产能力、产品品种和工艺设备及布置进行调整,因此在工艺设计中采取一些预留条件是必要的,通常的措施包括预留必要的面积、动力、设备搬入通道(入口)和自动化搬运设备接口等,并尽可能采取较灵活的布置形式和设备安装方式等。 4.1.2 薄膜晶体管液晶显示器面板生产工艺对生产环境要求很高,除高等级的空气净化和恒温恒湿要求外,对微振动控制也有相当高的要求。此外,薄膜晶体管液晶显示器面板生产工艺使用各种动力种类多,纯度和可靠性要求高。因此不仅应在供应量方面充分满足工艺生产的要求,还应在供应品质方面满足薄膜晶体管液晶显示器面板工艺设备可靠、高效运行的要求。但在确定生产环境要求和动力供应要求时,还应尽量做到经济合理,以降低工程造价和运行成本。常见的优化措施包括:细分净化或微振控制区域,以局部处理代替大面积设置;适当调整设备布置并根据设备要求分别设置不同区域的吊顶高度;区分普通和高纯氮气的使用场所和用量,并采用不同系统供应等。常见的主要工序生产环境要求举例见表2,主要动力供应品质要求举例见表3。 4.1.3 薄膜晶体管液晶显示器面板工艺设备价格昂贵,对生产环境要求高。为降低设备折旧以及厂务设施运行成本对产品成本的影响,薄膜晶体管液晶显示器面板生产线宜采取连续运行的方式。从国内多家薄膜晶体管液晶显示器面板生产工厂的建厂方案和实际运行的调查结果看,大多数厂家对生产线工人采取四班三运转或三班二运转的方式,以满足劳动法关于工作时间的要求。而生产线的年工作天数除因设备维修和市场因素的影响外,一般不少于350天。其他辅助生产部门包括仓库、维修、(入厂)检验、实验室等则根据本部门工作与主生产线的协同配合要求,分别采取1~3班次运行。 表2 主要工序生产环境要求举例
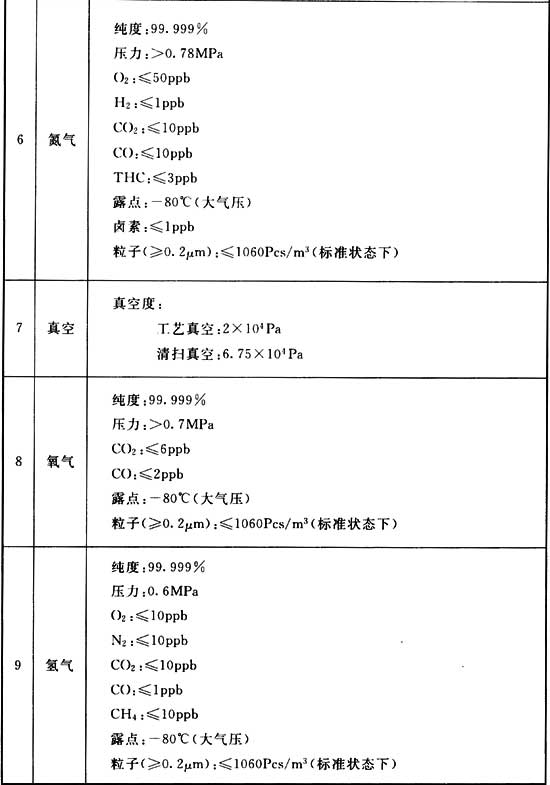
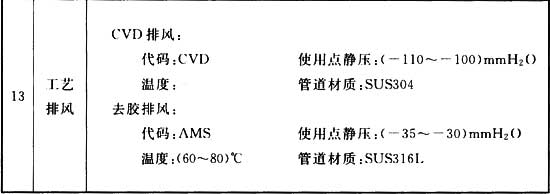
表3 主要动力供应品质要求举例
|
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.